Open Nav
Manufacturing a High Density Interconnect (HDI) PCB is nothing like producing a standard multilayer board. While a regular PCB might go through a dozen steps, an HDI board can require 30 or more distinct operations, each demanding precision equipment and tight process controls. If you've ever wondered exactly what happens inside an HDI fabrication facility, this guide walks you through every stage of the process in detail. We'll cover everything from initial core preparation to the final electrical test, so you understand what it takes to build the boards inside your smartphone and other compact electronics.

Before we dive into the specific steps, it's worth understanding why Hdi Pcb Manufacturing is fundamentally different. A conventional Multilayer Pcb typically involves laminating all layers together in a single pressing operation. You drill through holes, plate them, and you're essentially done. Simple, straightforward, and well-established for decades.
HDI flips this approach entirely. Instead of one big lamination, HDI builds the board up layer by layer through a process called Sequential Lamination. Each buildup cycle adds a thin layer of dielectric and circuitry on top of the previous one. Between each layer, you laser-drill Microvias that connect only to the immediately adjacent layer. This layer-by-layer construction is what gives Hdi Boards their remarkable density — but it also multiplies the number of process steps by three or four times compared to standard boards.
Every Hdi Pcb starts with the right substrate. The base material isn't just a simple FR-4 sheet — it needs to meet specific thermal, mechanical, and electrical requirements. Most Hdi Boards use high-Tg (glass transition temperature) substrates like Panasonic Megtron 4 or Isola I-Speed, which can withstand the multiple thermal cycles of sequential lamination without delaminating or warping.
The material arrives as large panels, typically 18" x 24" or 21" x 24" in standard sizes. These panels go through a cleaning process that removes any surface contaminants, followed by a micro-etch to ensure proper adhesion of the copper foil that will be applied later. Temperature and humidity in the material storage and preparation area are tightly controlled — typically maintained at 18-22°C and 45-55% relative humidity — because moisture absorption in the substrate can cause problems during lamination.
The core is the structural heart of the Hdi Pcb, and everything starts with patterning its inner layers. This process looks similar to standard PCB production but with much tighter tolerances. The copper-clad core panels are coated with a photosensitive resist, then exposed to UV light through a photomask that contains the circuit pattern.
After exposure, the panels go through a development bath that removes either the exposed or unexposed resist (depending on whether you're using positive or negative working resist), leaving behind a protective image of the desired circuit pattern. This is where the precision really matters — in HDI boards, the trace widths might be as small as 40-50 microns, which is thinner than a human hair. Any variation in resist thickness, exposure dose, or development chemistry can cause line width deviations that might result in opens or shorts.
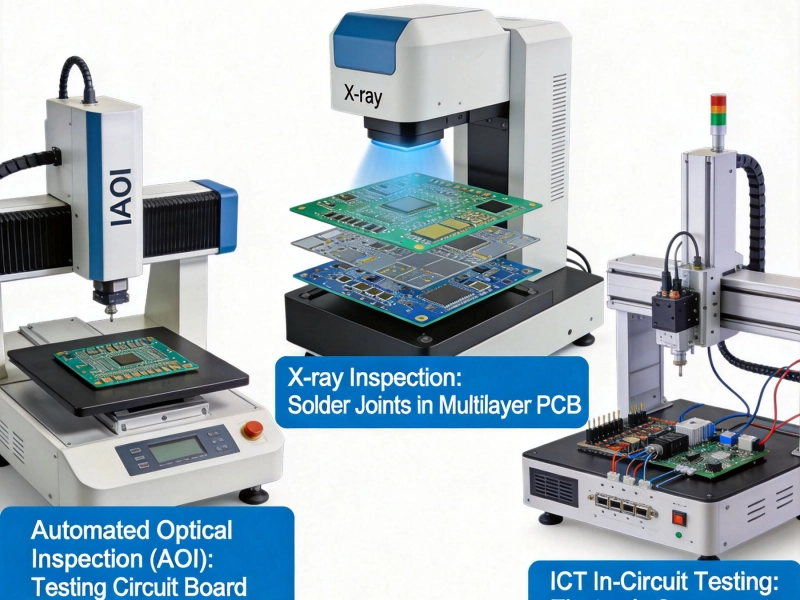
Once developed, the panels move to etching. The unprotected copper is dissolved by an alkaline ammoniacal etchant or acidic cupric chloride solution, leaving only the circuit traces behind. After etching, the remaining resist is stripped off, revealing the completed inner layer circuitry. Each inner layer then undergoes automatic optical inspection (AOI) to detect any defects — pinholes, shorts, under-etched traces, or missing features — before the layers are stacked and laminated together.
Before the inner layers go into the lamination press, they receive a special surface treatment called black oxide or micro-etch oxidation. This process creates a microscopically rough surface on the copper traces, which dramatically improves the mechanical bond between the inner layers and the prepreg material that will be laminated around them. Without proper oxidation, delamination becomes a serious risk during subsequent thermal processing or in the field.
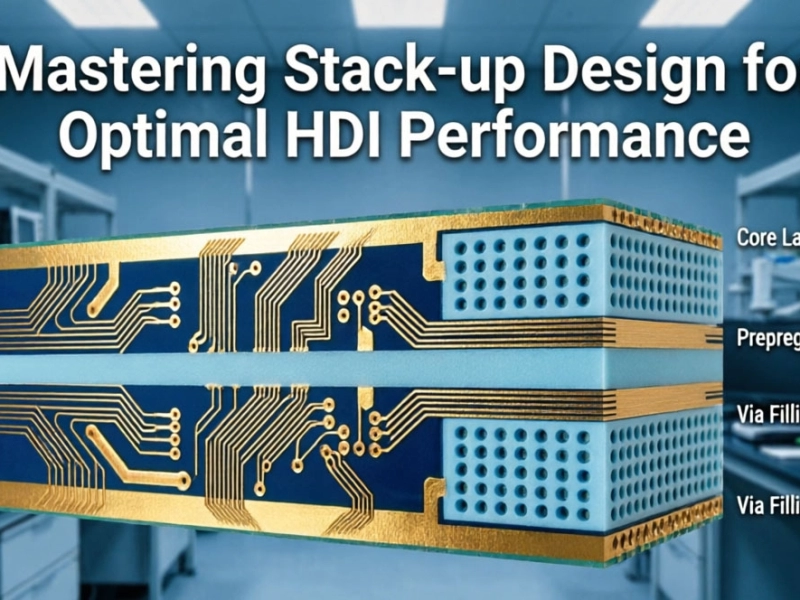
The treated inner layers are then aligned and stacked with sheets of prepreg (B-stage epoxy-glass material) and outer layer copper foil. For a 6-layer HDI board, the stackup might look like: copper foil / prepreg / inner layer 1 / core / inner layer 2 / prepreg / copper foil. Alignment is critical — the layers must be precisely registered so that the drilled holes will hit the intended pads and traces. Modern HDI facilities use optical punch systems that create registration holes through all layers simultaneously, ensuring that subsequent operations reference the same datum points.
The aligned stack goes into a hydraulic lamination press, where heat and pressure do the heavy lifting. The press applies temperatures of 180-220°C and pressures of 200-400 PSI, melting the prepreg's resin and forcing it to flow around and between the circuit features, filling any voids and creating a solid, unified structure. This first press creates the "core" of the HDI board — the rigid inner structure onto which the buildup layers will later be added.
The lamination cycle typically takes 90-120 minutes total, including the heat-up, soak, and cool-down phases. Cooling is as important as heating — too fast and the board can warp; too slow and production throughput suffers. After pressing, the panels cool in a controlled manner, usually on a flat cooling rack, before moving to the next operation.
Once cooled, the registration holes punched earlier are verified. If the layers shifted during lamination, the board might be rejected at this stage rather than having defects discovered much later in the process. This early verification step saves significant cost and time.
Even though this is an Hdi Pcb Manufacturing process, through-holes are still needed for inter-layer connections that span the full board thickness. These include mounting holes, vias that connect layer 1 to the deepest internal layer, and any connections that don't benefit from Microvia Technology. These holes are mechanically drilled using high-speed CNC drilling machines with carbon-tipped drill bits.
Modern PCB drills spin at 120,000-200,000 RPM and can produce holes as small as 0.15mm (150 microns) in diameter. The drill program is generated from the original CAD data, and each drill hit is precisely positioned using optical registration marks on the panel edges. A typical panel might have thousands of holes drilled in just a few minutes.
After drilling, the panels go through a desmear process. Drilling creates heat that can melt and smear resin onto the hole walls, and residual smear prevents proper copper plating adhesion. The desmear process uses plasma treatment or chemical baths (typically potassium permanganate solutions) to remove this resin smear and roughen the hole walls for better plating adhesion.
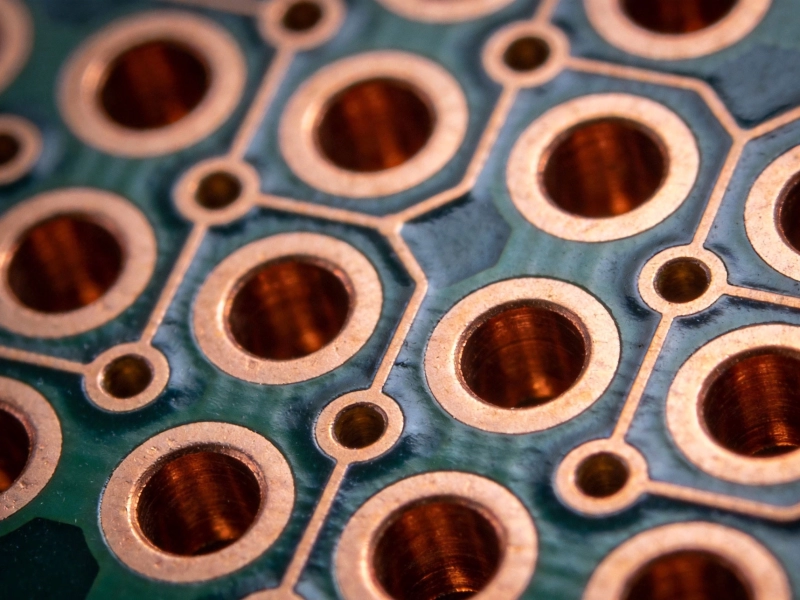
The drilled and desmeared panels now enter the plating line for through-hole metallization. This is where the magic happens — converting non-conductive holes into conductive pathways that connect all the layers together. The process involves multiple chemical baths working in sequence:
The copper thickness on hole walls is critical and must meet IPC standards (typically a minimum of 0.8 mil for standard boards, higher for high-current applications). Plating operators monitor bath chemistry constantly — copper concentration, acid balance, temperature, and contaminate levels all affect the quality of the deposit.
With the core fully formed and through-hole connections established, the focus shifts to creating the outer layer circuitry. This is done through a second imaging and plating process that adds the visible traces and pads on the board surfaces. The panels receive a dry film resist, are exposed and developed to reveal the pattern, then undergo copper and tin plating.
The copper plating step here is different from the through-hole plating — this is pattern plating that adds copper only where traces and pads are needed, building them up to the final thickness. After copper plating, a layer of tin or tin-lead is applied over the copper. The tin acts as an etch resist during the next step, protecting the plated traces while the bare (unplated) copper is etched away.
This "pattern plating" approach is preferred over "tent and etch" for HDI boards because it gives better control over trace sidewall profile and plating thickness uniformity. After etching removes the unwanted copper, the tin resist is stripped off, revealing the final outer layer circuit pattern.
The bare board now gets its solder mask — the green (or other colored) coating that protects the copper circuitry and defines where components can and cannot be soldered. For HDI boards, liquid photoimageable solder mask (LPI mask) is almost universally used. It's applied as a liquid by screen printing or curtain coating, then dried and imaged using UV exposure and development, much like the circuit imaging process.
The mask must cover the traces completely without encroaching on component pads. For HDI Pcb Manufacturing, the mask registration and resolution requirements are more stringent than for conventional boards because the traces and spaces are finer. Too much mask over a pad, and components won't solder properly. Too little mask coverage on adjacent traces, and you risk solder bridges during assembly.
After development, the mask is fully cured in a UV/hybrid oven, which cross-links the resin and gives it its final hardness and chemical resistance. The mask must withstand the thermal shock of assembly reflow, the mechanical stress of component insertion, and years of field operation.
Before the board can be shipped, exposed copper surfaces must be protected from oxidation and prepared for soldering. The surface finish does double duty — it protects the copper and provides a solderable surface for component attachment. Several finish options are available, each with different characteristics:
The most common finish for HDI boards. A layer of nickel (3-5 microns) is deposited over the copper, followed by a thin layer of immersion gold (0.05-0.1 microns). ENIG provides excellent shelf life, a flat surface ideal for fine-pitch components, and good solderability. The main drawback is the potential for "black pad" failure if the process isn't well-controlled.
A thinner, more cost-effective finish. The silver layer (0.1-0.3 microns) provides good solderability but has limited shelf life and can tarnish if not stored properly. Popular for cost-sensitive consumer applications.
A water-based organic coating that bonds to copper and protects it temporarily. OSP is the most environmentally friendly option and provides excellent flatness, but it has the shortest shelf life and doesn't work well with multiple reflow cycles or wire bonding.
| Surface Finish | Shelf Life | Flatness | Cost | Best For |
|---|---|---|---|---|
| ENIG | 12+ months | Excellent | Medium-High | Fine-pitch BGAs, RF boards |
| Immersion Silver | 6-12 months | Excellent | Low | Cost-sensitive consumer |
| OSP | 3-6 months | Excellent | Lowest | Single-reflow assemblies |
| Hard Gold | 24+ months | Fair | High | Edge connectors, repeated mating |
The board receives its silkscreen legend — the white markings that show component designators, part numbers, warnings, and orientation indicators. For most HDI boards, the legend is applied using direct legend printing (DLP) or conventional screen printing. DLP uses an inkjet-style printer that deposits precise droplets of white epoxy ink, creating sharper, more accurate text than traditional screening.
After legend printing, the panels are routed or punched to separate individual boards from the production panel. This profiling operation uses CNC routers or hydraulic punching dies to cut the boards to their final dimensions. For boards with complex shapes or internal cutouts, laser routing might be used for higher precision. The panelization design — how boards are arranged and connected within the production panel — is critical for assembly efficiency and is finalized during the design phase.
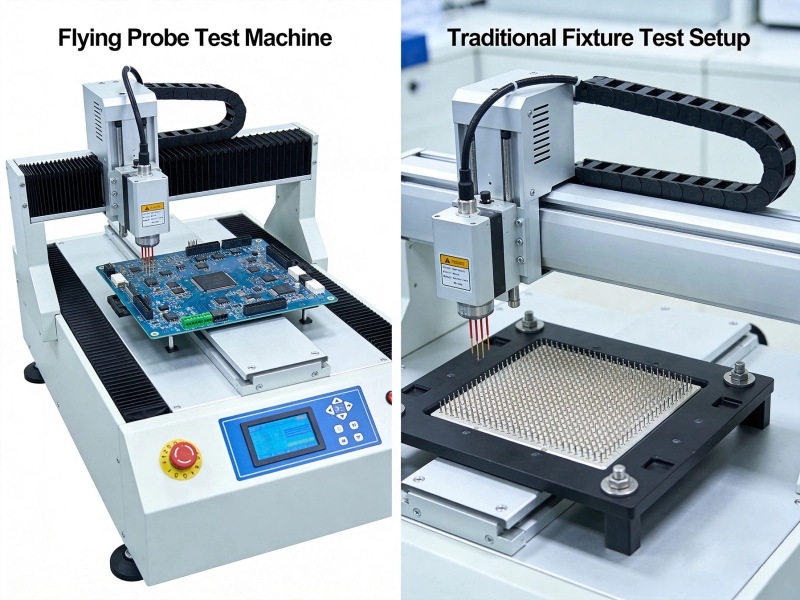
Every HDI PCB must pass electrical testing before shipment. The test verifies that all connections are correct (no opens) and that no unintended connections exist (no shorts). Flying probe testers use two or more moving probe heads that make contact with test points on the board, measuring resistance and capacitance to verify circuit integrity.
For high-volume production, bed-of-nails fixtures are used instead. These custom-built fixtures have hundreds of spring-loaded pins that make simultaneous contact with all test points, allowing rapid testing of entire boards in just a few seconds. The fixture is expensive to build but pays for itself quickly in production volumes.
In addition to basic opens and shorts testing, HDI boards for critical applications may undergo more sophisticated tests: impedance testing to verify controlled impedance traces meet their target values, and isolation testing to confirm that high-voltage circuits maintain proper spacing.
Before packaging and shipping, boards go through a final quality inspection. This includes visual examination under magnification, verification of critical dimensions using coordinate measuring machines (CMM) or laser scanning, and cross-section analysis of selected samples from each production lot.
Cross-sectioning involves potting a sample board in epoxy, cutting it, polishing the cut surface, and examining it under a microscope. This reveals the internal structure — Microvia fill quality, plating thickness, laminate voids, and registration accuracy — things that can't be seen from the outside. Any lot that shows marginal cross-section results may be rejected or require process adjustments.
HDI Pcb Manufacturing demands far tighter quality control than standard PCB production. The smaller features, multiple lamination cycles, and greater number of process steps mean more opportunities for things to go wrong. Here's what leading manufacturers monitor:
Even with rigorous process control, defects can occur in HDI PCB manufacturing. Understanding the most common failure modes helps when evaluating boards or discussing requirements with your manufacturer.
Incomplete copper fill in microvias is one of the most common HDI defects. Voids create stress concentration points that can crack during thermal cycling, leading to intermittent or complete open failures. The root cause is usually poor plating bath chemistry, inadequate desmear activation, or improper desmear process before plating. Prevention involves strict control of all plating parameters and regular cross-section sampling.
The layered construction of HDI boards makes them more susceptible to delamination than monolithic multilayer boards. Any contamination between layers, incomplete cure of the prepreg, or excessive thermal stress during assembly can cause layers to separate. High-Tg materials and careful process control are the primary defenses.
As layers are added sequentially, small errors accumulate. A layer offset of 30 microns might seem acceptable after one buildup cycle, but after three or four cycles, the cumulative offset could exceed tolerance. Manufacturers use sophisticated registration systems and statistical process control to detect and correct drift before boards go out of tolerance.
Multiple thermal cycles during sequential lamination can create internal stresses that cause the board to warp. This is especially problematic for large panels and thin boards. Mitigation strategies include symmetric stackup design, careful temperature ramp rates during cooling, and post-lamination stress relief baking.
The complexity of the HDI PCB manufacturing process directly impacts production timelines. While a standard 6-layer board might take 7-10 days to produce, an equivalent HDI board could require 15-25 days. Here's a rough breakdown:
| Process Stage | Typical Duration | Notes |
|---|---|---|
| Material preparation | 1-2 days | Includes cleaning, inspection |
| Inner layer processing | 2-3 days | Imaging, etching, AOI |
| Lamination cycles (per buildup) | 1-2 days each | Core + each buildup layer pair |
| Microvia drilling | 1 day per cycle | Laser drilling + desmear + plating |
| Outer layer processing | 2-3 days | Pattern plating, mask, finish |
| Testing and inspection | 1-2 days | Electrical test, QC inspection |
For prototype quantities (5-25 pieces), some manufacturers offer expedited service that can cut these timelines significantly, though at premium pricing. The sequential lamination process inherently limits how much speed-up is possible — you can't skip the cure times between layers without risking delamination.
Not every PCB fab can produce high-quality HDI boards. When selecting a manufacturer for your HDI PCB, look for these indicators of capability:
From concept to mass production, our team has decades of combined experience in HDI PCB fabrication. We support all HDI configurations from simple 1-N-1 to complex any layer boards with advanced via-in-pad technology. Contact us today to discuss your next project.
There's no hard limit, but practical constraints of yield, cost, and warpage management typically cap HDI buildup at 4-6 buildup layers on each side (equivalent to 10-14 total layers in an any layer configuration). Beyond this, the sequential lamination cycles create excessive cumulative stress and the registration drift between distant layers becomes difficult to control. For ultra-dense applications, alternative technologies like embedded passive components or chip-on-board may be considered.
Sequential lamination is the process of building up an HDI board layer by layer instead of pressing all layers at once. After each lamination cycle, the board is processed (drilled, plated, patterned) before the next layer pair is added. This allows microvias to connect only to adjacent layers rather than through the entire stack. Each additional buildup cycle adds complexity, time, and cost, but enables the density advantages of HDI technology.
Laser drilling is essential for HDI because mechanical drill bits can't reliably create holes smaller than about 150 microns, and even at that size, the holes tend to be rough and inconsistent. Lasers can create clean, controlled microvias as small as 40-50 microns in diameter. CO2 lasers work well for Dielectric Material removal, while UV lasers can sometimes be used for finer features or for cutting through thin copper. The laser ablates (vaporizes) the Dielectric Material without damaging the underlying copper pad, a precision that's impossible to achieve mechanically.
Microvia failures typically fall into three categories: Plating Voids (incomplete copper fill), cracking during thermal cycling, and delamination at the interface. Plating Voids usually result from bath chemistry issues or inadequate desmear. Thermal cracking occurs when the coefficient of thermal expansion (CTE) mismatch between copper and dielectric creates stress during temperature changes. Delamination happens when contamination or incomplete cure prevents proper bonding between layers. Stringent process control and regular cross-section sampling are the primary prevention methods.
Each additional buildup layer pair adds approximately 25-35% to the manufacturing cost. So a 2-N-2 board might cost 1.5-1.8x a 1-N-1 board of the same size, while an any layer board could be 2.5-3.0x the cost. This is because each cycle adds labor, material, equipment time, and yield risk. For cost-sensitive applications, engineers often try to meet density requirements with the minimum buildup complexity needed, reserving the most advanced configurations for applications where the premium is justified by the performance or size benefits.
Mastering Stack-up Design for Optimal HDI PerformanceJune/08/2026
The Importance of Electrical Testing for Microvia ReliabilityJuly/09/2026
Flying Probe vs. Fixture Testing: Which is Best for HDI PCBs?June/11/2026
Best Practices for BGA Fanout and Routing in HDI LayoutsJuly/07/2026
Advanced Testing Methods for High-Density Interconnect PCBsMay/28/2026

Implementing a Robust Quality Control System for HDI ManufacturingJune/15/2026
The Evolution of PCB Technology: From Standard Multilayer to HDIJune/02/2026
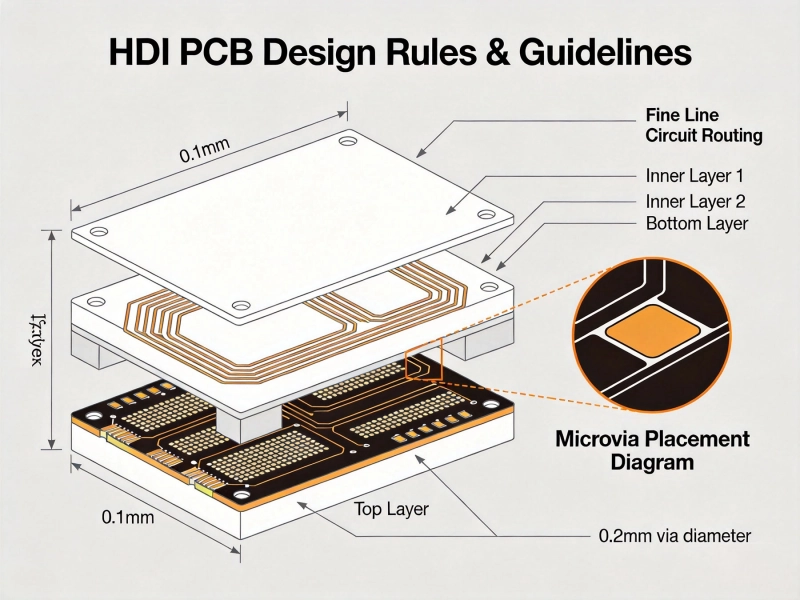
Essential HDI PCB Design Rules for Beginners and ExpertsMay/28/2026